Polad doğrayan maşınenli metal rulonları (məsələn, polad, alüminium, mis və s.) uzununa istiqamət üzrə çoxsaylı ensiz zolaqlara kəsmək üçün istifadə edilən maşındır. Bu dar zolaqlar avtomobil hissələrinin istehsalı, elektrik cihazlarının istehsalı, tikinti materialları və s. kimi müxtəlif istehsal və emal proseslərində istifadə oluna bilər. Metal kəsmə maşınları bir sıra kəsici bıçaqlar və köməkçi qurğular vasitəsilə dəqiq dilimləmə əməliyyatlarına nail olur.

Komponentləri ametal kəsmə maşını
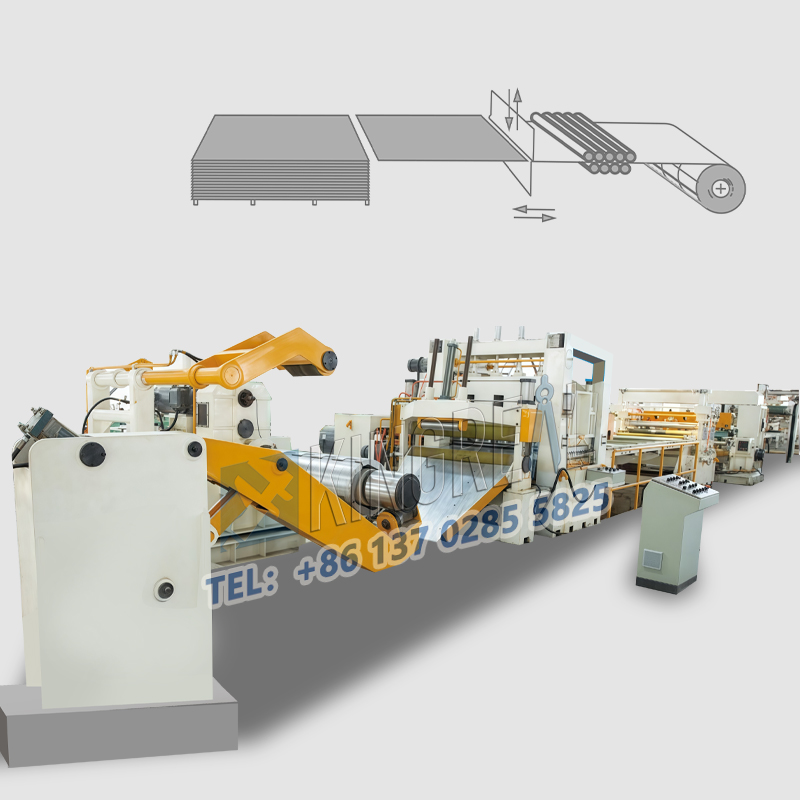
Açma cihazı: Geniş metal rulonları açır və dilmə maşınının girişinə nəql edir.
Bələdçi cihaz: kəsmə prosesində materialın sabit və düzgün vəziyyətdə qalmasını təmin edir.
Kəsmə sistemi: metal rulonu əvvəlcədən təyin edilmiş genişliyə uyğun olaraq bir sıra dar zolaqlara kəsən bir sıra disk bıçaqlarından ibarətdir.
Sarma qurğusu: kəsilmiş dar zolaqları sonrakı emal və daşınma üçün rulonlara sarır.
Gərginliyə Nəzarət Sistemi: Materialın axması və ya qırışmasının qarşısını almaq üçün kəsmə prosesi zamanı materialın lazımi gərginliyi saxlamasını təmin edir.
Kənar Materialın İstifadəsi Sistemi: Kəsmə prosesi zamanı yaranan kənar materialı adətən düzləşdirmə və toplama sistemi vasitəsilə idarə edir. Açma cihazı: Geniş metal rulonları açır və dilmə maşınının girişinə nəql edir.
Bələdçi cihaz: kəsmə prosesində materialın sabit və düzgün vəziyyətdə qalmasını təmin edir.
Kəsmə sistemi: metal rulonu əvvəlcədən təyin edilmiş genişliyə uyğun olaraq bir sıra dar zolaqlara kəsən bir sıra disk bıçaqlarından ibarətdir.
Sarma qurğusu: kəsilmiş dar zolaqları sonrakı emal və daşınma üçün rulonlara sarır.
Gərginliyə Nəzarət Sistemi: Materialın axması və ya qırışmasının qarşısını almaq üçün kəsmə prosesi zamanı materialın lazımi gərginliyi saxlamasını təmin edir.
Kənar Materialla İşləmə Sistemi: Kəsmə prosesi zamanı əmələ gələn kənar materialı adətən düzləşdirmə və toplama sistemi vasitəsilə idarə edir.

Metal dilmə maşını istehsal xətti əməliyyat zamanı müxtəlif problemlərlə qarşılaşa bilər. Budur bəzi ümumi problemlər və onların həlli yolları:
1. Qeyri-bərabər kəsici kənar
Səbəb: Alətin aşınması, alətin səhv quraşdırılması, materialın qeyri-bərabər qalınlığı.
Həll yolu: Bıçaqları mütəmadi olaraq yoxlayın və dəyişdirin, bıçaqların düzgün quraşdırıldığından əmin olun, düzgün bıçaq boşluğu seçin və material qalınlığının bərabər olduğundan əmin olun.
2. Dilmə prosesi zamanı materialın sapması
Səbəb: Material yönləndirici qurğunun nasazlığı, materialın qeyri-bərabər gərginliyi, rulonun özünün problemi.
Həll yolu: Bələdçi cihazı yoxlayın və onu tənzimləyin, material rulonun sıx və bərabər olduğundan əmin olmaq üçün materialın gərginliyini tənzimləyin.
3. Uyğun olmayan dilmə ölçüsü
Səbəb: dilmə alətinin düzgün quraşdırılması, avadanlıq dəqiqliyinin olmaması.
Həll yolu: Dilmə alətini kalibrləyin və avadanlığın dəqiqliyini təmin etmək üçün avadanlığa müntəzəm qulluq edin.
4. Səthdəki cızıqlar
Səbəb: Alətin qeyri-kafi kəskinliyi, materialın səthində çirklər.
Həll yolu: Aləti iti saxlayın, çirklərin qarşısını almaq üçün material səthini və istehsal xəttinin ətrafını təmizləyin.
5. Avadanlığın vibrasiyası çox böyükdür
Səbəb: alət balansının pozulması, rulmanların aşınması, avadanlığın quraşdırılması möhkəm deyil.
Həll yolu: Alətləri yoxlayın və balanslaşdırın, rulmanları müntəzəm olaraq dəyişdirin və avadanlığın möhkəm quraşdırıldığından əmin olun.
6. İstehsal xətti tez-tez dayanır
Səbəb: avadanlıqların nasazlığı, maddi problemlər, bacarıqsız operatorlar.
Həlli: Avadanlıqlara müntəzəm texniki qulluq göstərmək, materialların keyfiyyətini artırmaq, operatorların təlimini gücləndirmək.
7. Materialın qırılması
Səbəb: maddi gərginlik çox böyükdür, materialın keyfiyyətində problemlər var.
Həll yolu: Materialın gərginliyini tənzimləyin, etibarlı material təchizatçılarını seçin.