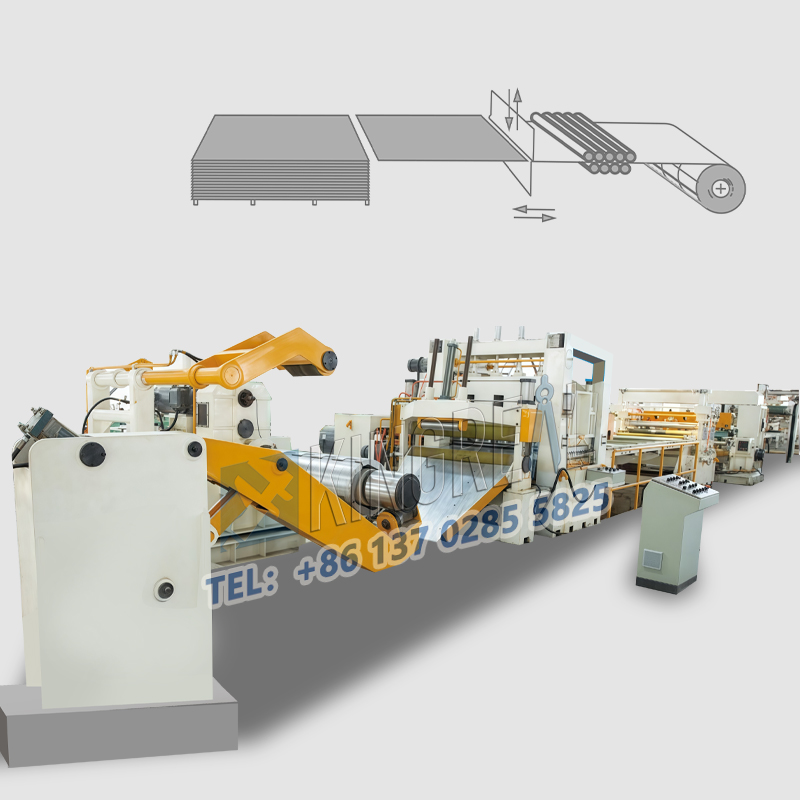
Müasir istehsalatda,metal dilmə maşınlarıvəuzunluqlu xətlərə kəsilmiş rulonpolad, tikinti, avtomobil və elektrik cihazları kimi sənaye sahələrində geniş istifadə olunan metal materialların uzununa və eninə kəsilməsi üçün əsas avadanlıqdır. Metal kəsmə dəzgahları və uzunluqlu xətlərə kəsilmiş rulon alarkən istifadəçilər ən uyğun avadanlıq seçmək üçün öz ehtiyaclarını və faktiki şərtlərini tam nəzərə almalıdırlar. Bu məqalədə metal emalı sənayesinə səmərəli, dəqiq və ağıllı istehsala nail olmaq üçün metal kəsmə dəzgahları və uzunluqlu xətlərə kəsilmiş rulon seçərkən nəzərə alınmalı olan amillər ətraflı izah ediləcək.
1. Materialın Qalınlığına Görə Metal Dilmə Maşının Tipinin Seçilməsi
Satın alarkən ametal kəsmə maşını, materialın qalınlığı əsas amildir. Materialın qalınlığına görə müxtəlif növ metal dilmə maşınları seçilə bilər.
1.1 İncə Materiallar (0.2~3mm)
Tətbiq olunan Modellər: Yüngül Ölçmə Dilmə Maşını
Əsas Tələblər:
Yüksək Dəqiqlikli Bələdçi: Dəqiq və ardıcıl kəsməni təmin etmək üçün istiqamətləndirmə dəqiqliyi ±0,01 mm-ə çatmalıdır.
Aşağı Gərginliyə Nəzarət: Nazik materiallar emal zamanı dartılma deformasiyasına meyllidir, buna görə də material deformasiyasının qarşısını almaq üçün effektiv gərginliyə nəzarət sistemi lazımdır.
İncə Bıçaqlar: Material itkisini azaltmaq üçün bıçaq qalınlığı 0,3~0,8 mm aralığında olmalıdır. Metal dilimləmə maşınının əsasını onun istiqamətləndirici dəqiqliyi və gərginliyə nəzarət edir. Bu metal dilmə maşınları kəsmə prosesi zamanı materialın sabitliyini təmin etmək üçün adətən qabaqcıl gərginliyə nəzarət sistemləri ilə təchiz edilir.
1.2 Orta Materiallar (3.0~6.0mm)
Tətbiq olunan Modellər: Orta Ölçmə Dilmə Maşını
Əsas Tələblər:
Stabil Gərginliyə Nəzarət: Material kəsmə keyfiyyətini təmin etmək üçün gərginliyə nəzarət dəqiqliyi ±2%~5% daxilində olmalıdır.
Yüksək Güclü Alət Sahibi: Alət şaftının deformasiyasını effektiv şəkildə qarşısını almaq və maşının ümumi dayanıqlığını yaxşılaşdırmaq üçün alət sahibi yüksək gücə malik olmalıdır.
İsteğe bağlı Avtomatik Taşlama Sistemi: Bu xüsusiyyət bıçağın ömrünü uzadır, alətin dəyişdirilməsi tezliyini azaldır və istehsal xərclərinə qənaət edir.
Orta ölçülü dilimləmə maşınları, orta qalınlıqdakı materialların kəsmə tələblərinə cavab vermək üçün materialın dayanıqlığını və alət davamlılığını balanslaşdırmalıdır.
1.3 Qalın Materiallar (6.0~16.0mm)
Tətbiq olunan Modellər: Ağır Ölçmə Dilmə Maşını
Əsas Tələblər:
Yüksək Sərtlikli Çərçivə: Qalın materialları kəsərkən dəzgahın gövdəsinin dayanıqlığını təmin etmək üçün çuqun və ya qaynaqlanmış möhkəmləndirilmiş çərçivə istifadə olunur.
Yüksək güclü motor: Metal dilimləmə maşınının qalın materialları emal etmək üçün kifayət qədər kəsmə qüvvəsinə malik olmasını təmin edir.
Aşınmaya davamlı karbid bıçaqlar: Aşınmaya davamlı bıçaqlar yüksək yüklər altında kəskinliyi qoruyur, bıçağın dəyişmə tezliyini azaldır.
Metal kəsmə maşını seçərkən, materialın qalınlığını nəzərə almaq avadanlığın düzgün işləməsini təmin etmək üçün əsasdır. Müxtəlif material qalınlıqları üçün uyğun metal dilmə maşını növünün seçilməsi istehsalın səmərəliliyini əhəmiyyətli dərəcədə artıra bilər.
2. Gərginliyə nəzarət üsullarının müqayisəsi
Gərginliyə nəzarət dilimləmə prosesində həlledici amildir. Müxtəlif gərginliyə nəzarət üsulları müxtəlif emal ssenariləri üçün uyğundur; istifadəçilər faktiki ehtiyaclarına uyğun seçim etməlidirlər.
|
Gərginliyə nəzarət növü |
Dəqiqlik |
Tətbiq olunan Ssenarilər |
Üstünlüklər və mənfi cəhətlər |
| Mexanik Gərginlik |
±10% |
Aşağı sürət, aşağı qiymət tələbləri |
Aşağı qiymət √ dalğalanmaya meylli × |
| Hidravlik gərginlik |
±5% |
Orta qalınlıqda standart dilmə |
Yaxşı sabitlik √ daha yüksək enerji istehlakı × |
| Servo Qapalı Döngü Gərginliyi |
±1% |
Yüksək dəqiqlikli nazik boşqabların kəsilməsi |
Sürətli cavab və enerjiyə qənaət √ daha yüksək qiymət × |
| Maqnit tozunun əyləc gərginliyi |
±3% |
Orta sürətli dilmə (mis və alüminium emalı) |
Asan tənzimləmə √ yüksək istilik istehsalı × |
3. Blade seçimi və həyat optimallaşdırılması
Bıçaqlar mühüm komponentdirmetal dilmə maşınları, və onların seçimi birbaşa kəsmə nəticələrinə və material itkisinə təsir göstərir.
3.1 Bıçaq materialının müqayisəsi
|
Material |
Tətbiq olunan materiallar |
Ömür |
Xərc |
| Yüksək Sürətli Polad (HSS) |
Adi Polad, Alüminium |
Orta |
Aşağı |
| Sərt ərintisi (volfram polad) |
Paslanmayan Polad, Silikon Polad |
Uzun |
Yüksək |
| Seramik örtüklü bıçaqlar |
Yüksək dəqiqlikli nazik lövhələr |
Daha uzun |
Daha yüksək |
3.2 Bıçağın ömrünü uzatmaq üçün 5 məsləhət
Daimi Taşlama: Kəskin kəsici kənarı təmin etmək üçün bıçaqları hər 8 saatdan bir yoxlamaq və üyütmək tövsiyə olunur.
Ağlabatan üst-üstə düşmə: Hamar kəsməni təmin etmək üçün üst-üstə düşmə adətən material qalınlığının 10% ~ 15% səviyyəsində müəyyən edilir.
Yağlama və soyutma: Kəsmə zamanı sürtkü yağından istifadə istilik gərginliyinin yaratdığı deformasiyanı azaldır.
Həddindən artıq yüklənmədən çəkinin: Avadanlığın həddən artıq yüklənməsinin qarşısını almaq üçün kəsmə sürətinə və material qalınlığına əsaslı şəkildə nəzarət edin.
Avtomatik alət təyinetmə sistemindən istifadə edin: Avtomatik alət təyini insan səhvini azaldır və dəqiqliyi artırır.
1. Emal tələblərini müəyyənləşdirin
Satın alarkən auzunluq xəttinə kəsilmiş rulon, əvvəlcə material növü, spesifikasiyalar və istehsal səmərəliliyi daxil olmaqla emal tələblərinizi müəyyənləşdirin.
1.1 Materialın növü və spesifikasiyası:
İstifadəçilər emal ediləcək materialın növünü (məsələn, silikon polad, karbon polad, paslanmayan polad və s.) və onun qalınlığı və eni diapazonunu təsdiqləməlidirlər ki, uzunluq xəttinə kəsilmiş seçilmiş rulon tələb olunan material spesifikasiyalarını əhatə edə və genişləndirmə üçün bir az yer buraxa bilsin. Məsələn:
Uzunluq xəttinə kəsilmiş işıqölçən: 0,2-3 mm qalınlığında materialların kəsilməsi üçün uyğundur.
Orta ölçülü kəsilmiş uzunluq xətti: 0,3-6 mm qalınlığında materialların kəsilməsi üçün uyğundur.
Uzunluq xəttinə kəsilmiş ağır ölçü: 6-25 mm qalınlığında materialların kəsilməsi üçün uyğundur.
1.2 İstehsalın Səmərəliliyinə dair Tələblər
İstehsal miqyasına və çıxış tələblərinə əsaslanaraq, uyğun kəsmə sürətini və avtomatlaşdırma dərəcəsini seçin. Böyük həcmli istehsal üçün yüksək sürətli model tövsiyə olunur; yüksək dəqiqlik tələbləri, lakin kiçik istehsal partiyaları üçün aşağı sürətli, yüksək dəqiqlikli model daha uyğundur.
2. Əsas Performans Parametrlərinə diqqət yetirin
2.1 Alətlər sistemi
Alətin materialı, məsələn, sementlənmiş karbid və ya yüksək sürətli polad, emal dəqiqliyinə və davamlılığına təsir edəcəkdir. Ümumiyyətlə, kəsici kənarın dəqiqliyi nə qədər yüksək olsa, bir o qədər yaxşıdır, adətən ±0,01 mm daxilində. Bundan əlavə, alətin dəyişdirilməsinin asanlığı və dəyəri nəzərə alınmalıdır; fasilələri azaltmaq üçün tez dəyişdirməyə imkan verən alət sisteminə üstünlük verilməlidir.
2.2 Ötürmə üsulu
Ötürmə üsuluuzunluq xəttinə kəsilmiş rulonhəm də əsas göstəricidir. Servo motorla idarə olunan modellər adətən daha yüksək dəqiqlik və aşağı səs-küy təklif edir, nazik lövhələr və dəqiq emal üçün uyğundur; hidravlik idarə olunan modellər isə daha güclü çıxış təmin edir və qalın lövhə kəsmə əməliyyatları üçün uyğundur.
2.3 Mövqeləşdirmə Dəqiqliyi
Yerləşdirmə dəqiqliyi birbaşa kəsimin düzlüyünə və ölçülü tutarlılığına təsir göstərir. Səmərəli və sabit istehsalı təmin etmək üçün ≤±0,02 mm təkrarlanma dəqiqliyi tövsiyə olunur.
2.4 Nəzarət Sistemi
Tanınmış brendlərin (məsələn, Siemens) idarəetmə sistemlərinə üstünlük verin. Onların istifadəçi dostu interfeysi CAD idxalını və ya xüsusi proqramlaşdırmanı dəstəkləyir, istifadəni daha rahat edir və istehsal səmərəliliyini effektiv şəkildə artırır.
3. Təhlükəsizlik və Baxım Mülahizələri
3.1 Təhlükəsizlik Konfiqurasiyası
təmin etməkuzunluq xəttinə kəsilmiş rulonoperatorun təhlükəsizliyini təmin etmək üçün fotoelektrik mühafizə cihazları, təcili dayandırma düymələri və tam qapalı qoruyucu örtüklərlə təchiz edilmişdir. Bu təhlükəsizlik xüsusiyyətləri təkcə qəza riskini azaltmır, həm də müvafiq sənaye təhlükəsizlik standartlarına uyğundur.
3.2 Baxımın asanlığı
İstifadəçilər həmçinin yağlama sisteminin yoxlanılması asanlığı, alətin dəyişdirilməsinin asanlığı və uzunluğa kəsilmiş xəttin konstruktiv dizaynının gündəlik texniki xidmət və təmiri asanlaşdırıb-asan etməməsi də daxil olmaqla, uzunluq xəttinə qulluq üçün rulonun kəsilməsinin asanlığını nəzərə almalıdırlar. Bundan əlavə, istehsalçının həssas hissələr üçün uzunmüddətli təchizat dəstəyi verib-vermədiyini başa düşmək də vacibdir.
4. Satışdan sonrakı xidmət
Satışdan sonra hərtərəfli xidmət göstərən istehsalçının seçilməsi, şirkətin uzunmüddətli stabil işləməsini təmin etmək üçün vacibdir.uzunluq xəttinə kəsilmiş rulon. Satışdan sonrakı yaxşı xidmətə quraşdırma və istismara vermə, istismar təlimi, rulonlarda kəsilmiş xətlərdə nasazlıqların aradan qaldırılması və istifadəçilərə istifadə zamanı müxtəlif problemləri həll etmək üçün ehtiyat hissələrin tədarükü daxildir.
5. Yerində Sınaq və Yoxlama
Uzunluq xəttinə kəsilmiş rulonu seçərkən, yerində sınaqdan keçmək tövsiyə olunur. Təchizatçıdan uzunluq xəttinə kəsilmiş rulonun kəsilmə keyfiyyətini vizual qiymətləndirmək üçün işlənmiş nümunələri təqdim etməsini tələb edin. Buraya kəsmədəki buruqlar, perpendikulyarlıq və ölçü dəqiqliyi, son məhsulun keyfiyyətinə birbaşa təsir edən amillər daxildir.
Bu amilləri hərtərəfli başa düşmək və mənimsəməklə, istifadəçilər metal emalı sahəsində səmərəli, dəqiq və ağıllı istehsala nail ola bilərlər. Xüsusi ehtiyaclarınız varsametal dilmə maşınlarıvəuzunluqlu xətlərə kəsilmiş rulon, KINGREAL STEEL SLITTER ilə əlaqə saxlayın. Biz sizə peşəkar xidmət və dəstək göstərəcəyik!