Dar zolaqların keyfiyyətinə zəmanət verən ən vacib amillərdən biri də dəqiq çırpılır. Paslanmayan poladdan, polad, alüminium ərintisi, mis, ppgi, soyuq yayılmış və ya isti yayılmış, sürüşmə zamanı sıx tolerantlıq saxlayan və ya aşağı axın effektivliyi və müştəri məmnuniyyəti ilə bağlıdır. Dar zolaqlar, yarıq eni, kənar qüsurları və ya maddi əyrilikdə dəyişikliklər üçün də rədd edilə bilər.
Beləliklə, necə düzgün işləyə bilərsinizpolad zolaq çırpma xəttisıx tolerantlara nail olmaq üçün? Bu məqalə beş əsas aspektləri araşdırır: polad zolaq sürüşmə maşın qurulması, gərginliyə nəzarət, alət konfiqurasiyası, material işlənməsi və polad zolaq sürüşmə xətti təmir.

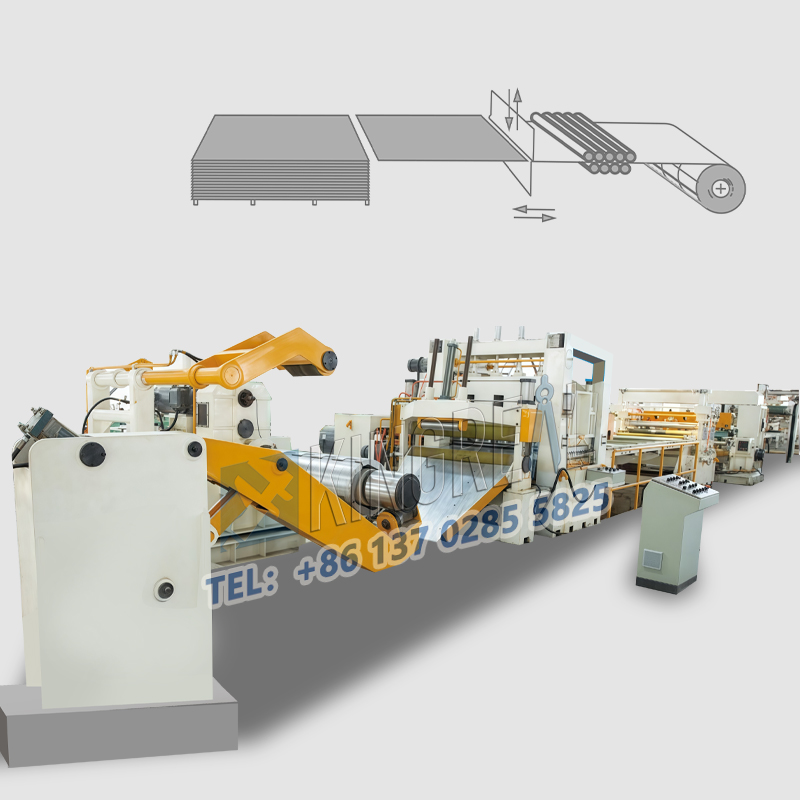
İlkin quruluşuPolad zolaq sürüşmə maşınısürüşmə toleransına nail olmaq üçün əsasdır. Başlanğıcdan əvvəl beş əsas aspektə müraciət edilməlidir:
-Steel Strip sürüşmə xəttinin hizalanması. Lazerin hizalanması vasitəsi, səhv komponent yerləşdirilməsinin səhv birləşmənin qarşısını almaması üçün yerləşdirilməsini təmin etmək üçün istifadə olunur.
-Magnetik əsas seçmə və quraşdırma: Polad zolaq sürüşmə maşın şaftına uyğun bir daxili diametrli bir dairəvi, düz maqnit nüvəsini seçin. Sürüşmənin və ya deformasiyanın qarşısını almaq üçün etibarlı şəkildə quraşdırılmasını təmin edin. Əsas konsentrat səhvləri sürüşmə diyaframına səyahət edə bilər, buna görə də kənar keyfiyyət və genişlik dəqiqliyi pozur.
-Tool yerləşdirmə: Kalibrləmə sayğacından istifadə edərək sifariş xüsusiyyətlərinə uyğun olaraq çəpər genişliyini və ya polad zolaq sürüşmə xətti üçün təsdiqlənmiş rəqəmsal oxunuşu təyin etmək üçün alət mövqeyini dəqiq tənzimləyin. Dəyişmənin qarşısını almaq və sapmaya səbəb olmaq üçün vasitənin kilidlənməsini təmin etmək üçün başlanğıcdan əvvəl yoxlayın.
-Roll Bələdçi: Qeyri-bərabər gərginlik və kəsmə sapmasının qarşısını almaq üçün sürüşmə sahəsinə girmədən əvvəl rulonu mərkəzləşdirin.
-Proqram Doğrulama: Əgər polad zolaq sürüşmə maşını proqramlaşdırılıbsa, düzgün proqramın yükləndiyini və gərginlik əyrisi və sürüşmə sürəti kimi parametrlərin tolerantlara təsir etməsinin qarşısını almaq üçün əməliyyat tələblərini yerinə yetirin.
 |
 |
Sabit gərginlik, tolerantlıqların sürüşməsi üçün açardır və dörd əsas sahədə idarəetmə tələb edir:
-Tensiya ardıcıllığı: bütün boyunca vahid gərginliyi qorumaqPolad zolaq sürüşmə maşınıproses, açılmadan, çırpmaq, geri çəkilmək üçün. Maddi eni dəyişiklikləri, uzanan, kənar ripples, əyilmə və tolerantlıqların hamısı stress dəyişikliyindən ciddi şəkildə təsirlənir.
-Zon nəzarəti: Müasir polad zolaq sürüşmə xətləri, boş yerə, çırpma və geri çəkilmək üçün müstəqil gərginlik zonaları var. Yük hüceyrələri və gərginlik tənzimləyiciləri mütəmadi olaraq kalibrlənməlidir.
-Tensiya maddi xüsusiyyətlərə əsaslanaraq təyin edilməlidir: çox aşağı sürüşmə və zəif izləmə səbəb ola bilər; Çox yüksək, kənar deformasiyaya səbəb olan materialı uzada bilər.
-ReireIning: Sıxılmış materiallar üçün, nüvədə daha yüksək bir gərginlik tətbiq olunur, tədricən azalır, çünki uzanmadan sabit bir rulon təmin etmək üçün rulon diametri artır. Yanlış taper, kənar zərər, qeyri-bərabər dolama və güzəşt eni ardıcıllığına səbəb ola bilər.
-Material bilik: fərqli materiallar fərqli uzanan strategiyalar tələb edir. Elastik modulunu bilmək və materialın gücünü bilmək vacibdir ki, uyğun bir gərginlik sxeminin maddi ziyan və ya tolerantlıq pozuntularının qarşısını almaq üçün uyğun ola bilər.
Alət parametrləri dörd əsas aspektə diqqət yetirərək, kəsilmiş keyfiyyəti və ölçülü dəqiqliyi müəyyənləşdirir:
-Tool Sharpness: Darıxdırıcı bir vasitə materialı sıxmaq, buruq yaratmaq və tolerantları pozmaq üçün materialları sıxmaq və ya cırmaq olar. Kəskin kənarları qorumaq üçün, materialın aşınma xüsusiyyətləri və emal dövrünə görə bir vasitə kəskinləşdirmə / dəyişdirmə cədvəli təyin edilməlidir.
-Tool növü və tərəzi metodu: material və kəsilmiş tələblərə əsaslanan alətlər seçin. Müştərinin tolerantlıqlarını təmin etmək üçün bir milçək qırxma (davamlı yüksək sürətli), fırlanan qırxma (yüksək dəqiqlik) və ya sabit qırxma (aralıqçı kiçik dəstə) arasında seçin.
Qanuni optimallaşdırma: ülgüc tipli polad zolaq sürüşmə maşınları üçün, kəsilmiş keyfiyyəti aləti geyimi ilə balansın keyfiyyətinə görə bıçaq bucağını tənzimləyin. Qırmızı tipli polad zolaqlı xətlər üçün yuxarı və aşağı bıçaqlar arasındakı boşluğu və üst-üstə düşmə və üst-üstə düşmə xətti xətləri (istehsalçının cədvəlinə müraciət edin və maddi keyfiyyətləri nəzərə alın). Yanlış boşluq və ya üst-üstə düşmə buruq və kobud kənarlara səbəb ola bilər.
-Olastik sabitlik: əmin olunPolad zolaq sürüşmə maşınıBıçaq arabası bıçaq oxuna paraleldir və fırlanan bıçağın radial iştirakı "söhbət" işarələri və qeyri-sabit bir kənar keyfiyyətdən çəkinmək üçün minimuma endirilir.
 |
 |
Standartlaşdırılmış maddi işləmə, materialdan hazırlanmış tolerantlıq dəyişikliyinin qarşısını ala bilər. Dörd əsas sahəyə diqqət yetirin:
Diqqət bütövlüyü: Birgə uğursuzluqdan və ya avadanlıq sıxışmasının, gərginlik dalğalanmalarına və kəsilmiş kənarlara zərər verə biləcək həddindən artıq qalınlığın qarşısını almaq üçün güclü, vahid qalın birləşmələrdən istifadə edin.
-Edge rəhbərliyi: İnternetin sürüşmə sahəsində mərkəzləşdirilməsini təmin etmək üçün aktiv veb bələdçilərindən istifadə olunur, qeyri-bərabər eni və kasıb xarici zolaqların keyfiyyəti ilə nəticələnən veb sapmasının qarşısını almaq üçün istifadə olunur.
-Roll işləmə: Rulonları yükləmək və boşaltmaq üçün kranlar və mil dəyişikliyi istifadə edin. Nüvəyə zərər verə biləcək və konsentritə təsir edə biləcək təsirlərdən və ya damcılardan çəkininpolad zolaq çırpma xəttiQuraşdırma. Kənar zərər və deformasiyanın qarşısını almaq üçün hazırlanan rulonları diqqətlə idarə edin.
-Bire İdarəetmə: Çəpər ərazisini təmiz saxlayın və zibil qutusuna müdaxilə edərək və ya rulonda qalmaması, keyfiyyəti və tolerantlara təsir göstərərək, zibil qutusuna qoyulmaması üçün dərhal zibil çıxarın.
Baxım sabit təmin edirpolad zolaq çırpma xətti-Tensiya ardıcıllığı: bütün boyunca vahid gərginliyi qorumaq
-Prevrevent Baxım: Komponentin uyğunlaşdırılması, rulmanlar, kəmər gərginliyi, dişli geyimi və istehsalçının cədvəlinə görə pnevmatik / hidravlik sistemləri yoxlayın və potensial problemləri dərhal həll edin.
-Dublikation İdarəetmə: Müəyyən edilmiş vaxta, məbləği və növünə görə yağlanmaması (yoxsul istilik dissientasiyası) və ya sürtdükdən (yüksək sürtünmə), komponent geyimi və titrəməyə səbəb ola biləcək sürtkü (yüksək sürtünmə).
-Komponer taxma yoxlanılması: Dairələrin, şaftlar və dişlilər kimi əsas komponentləri mütəmadi olaraq yoxlayın və tolereyantlara təsir etməsinin qarşısını almaq üçün hər hansı bir köhnəlmiş komponentləri dərhal dəyişdirin.
-Kalibrasiya və texniki xidmət: Parametr parametrlərinə təsir göstərə biləcək ölçmə səhvlərinin qarşısını almaq üçün müntəzəm olaraq gərginlik sensörlərini, yüklü sensorlar və rəqəmsal yerləşdirmə sistemlərini mütəmadi olaraq kalibr edin.
-Glean: Polad zolaq sürüşmə maşınını toz, yağ və zibildən təmizləyin, xüsusən də rulmanlar, bələdçi relsləri və sensorlar, problemlərin aşkarlanması və problem aşkarlanmasını asanlaşdırın.