Metal yaramayan maşınlarPaslanmayan polad, polad, alüminium, mis, mis, isti yayılmış, soyuq yayılmış, soyuqdəyilmiş, soyuq yayılmış və ppgi kimi metal boillərdən olan məftun tələblərinə cavab verən dar zolaqlar hazırlayır. Bu metal sürüşmə xətləri metal emalı sahəsində geniş tətbiq olunur. Metal boillərin incə işlənməsində əsas link olaraq, metal sürüşmə maşını xammalın aşağı axın hazır məhsul istehsalı ilə birləşdirir. Bunların arasında, avtomobil hissələri, ev cihazları qabıqları və boru istehsalı kimi sahələrdə metal sürüşmə xətlərinə tələbi xüsusilə güclüdür.
Buna görə, metal sürüşmə xətləri və sürüşmə proseslərini başa düşmək müəssisələr istehsal prosedurlarını optimallaşdırmağa, maddi tullantıları azaldır, məhsul dəqiqliyini artırır və sonrakı səmərəli istehsal üçün təməl qoymağa kömək edə bilər. Bu maddədə Kingreal Polad Slitter, metal yaramaz maşınların əsas biliklərini və hər kəs üçün beş tövsiyədən tərəzi proseslərini təqdim edəcəkdir.

- Metal dilim xətti üçün uncoating vahidi
Decoiler, polad zolaqlar və alüminium zolaqlar kimi metal bobilləri sabit buraxmaq üçün istifadə olunur, rulonların sapmalarının qarşısını alır və ya qeyri-bərabər gərginlikdən çəkinir. Ümumiyyətlə, metal sürüşmə maşını ilə təchiz olunmuş dekoler, bir rulon dəstəyi şaftı və gərginlik idarəetmə sistemi daxildir. Bəzi metal dilimləmə maşınları müxtəlif genişliklər / qalınlıqların metal boillərinə uyğunlaşmaq üçün avtomatik mərkəzləşdirmə cihazı ilə təchiz edilmişdir.
- Metal dilim xətti üçün rəhbərlik və düzəldici vahidi
Təchiz etməkmetal yaramaz xəttiRəhbər və düzəldmə bölməsi ilə nəqliyyat zamanı bobin əyilmə və qırışını düzəltmək, bobanın düz bir vəziyyətdə uzununa sürüşmə mərhələsinə daxil olmasını və sonrakı kəsmə səhvlərini azaltmasını təmin etməkdir. Bundan əlavə, düzəltmə effekti, bobin qeyri-bərabər olması nəticəsində meydana gələn kobud kəsici kənarların qarşısını alaraq, son sürüşmə lövhəsinin düzlüyünə birbaşa təsir edəcəkdir
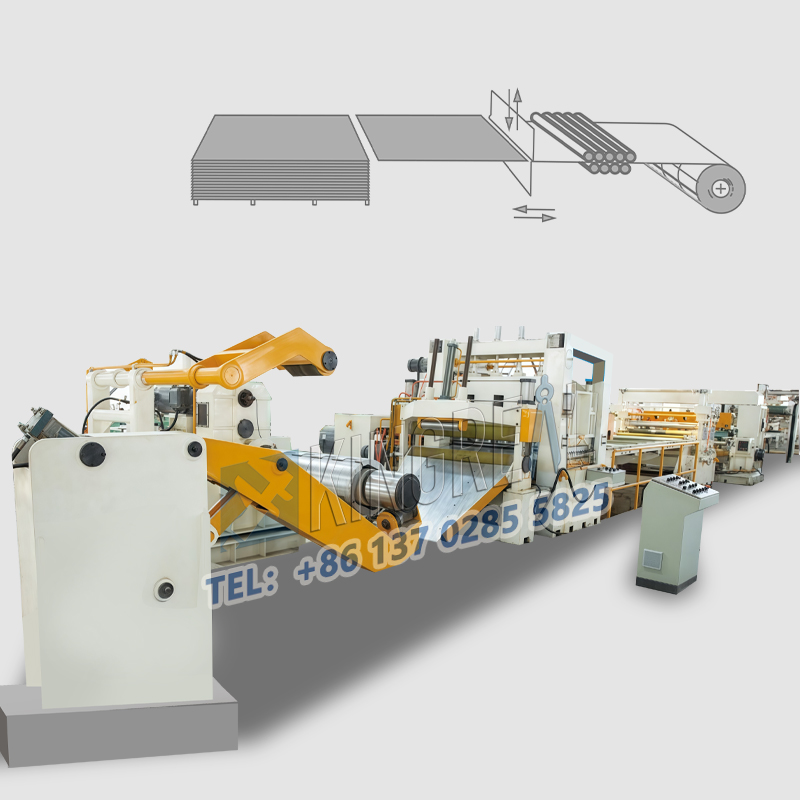
- Metal dilim xətti üçün yuva
Metal sürüşmə maşını geniş metal boilləri yuxarı hissə boyu çəpər dəsti vasitəsilə əvvəlcədən təyin edilmiş ölçülərə görə dar zolaqlara çevirir. Bunların arasında, bıçaq qrupunun metal sürüşmə maşınının boşluğunun tənzimlənməsi dəqiqliyi ümumiyyətlə ± 0,1mm-dir. Bıçaqların materialı, Kingreal Polad Slitter Slitter Slitter Slitter mühəndisləri tərəfindən, müxtəlif sərtliyin metallarına uyğun yüksək sürətli polad, sərt ərintisi, sərt ərintilərin xarakterinə görə seçiləcəkdir.
- Metal dilim maşını üçün dolama vahidi
Çalışdıqdan sonra dar metal zolaqlar, sonrakı saxlama, nəqliyyat və ya birbaşa giriş proseduruna (məsələn, sıçrayış, əyilmə) daxil olmaqla (məsələn, sıçrayış) daxil olmaq üçün səliqəli şəkildə bükülmüşdür. Külək gərginliyi, kəsmə zamanı zolağın uzanmasının və deformasiya və ya gevşetməsinin qarşısını almaq üçün kəsmə sürəti ilə uyğunlaşdırılmalıdır, bitmiş rulon materialının sıxlığını təmin edir.
Addım 1: Metal dilim xətti üçün rulon yoxlaması və parametr parametrləri
Materialı (karbon polad, paslanmayan polad, alüminium ərinti, silikon polad və s.), Qalınlığı (0.2-16mm) və metal bobin genişliyini sınayın və uyğun parametrləri uyğunlaşdırınmetal yaramaz xətti. Avadanlıqların idarəetmə sistemində sürüşmə genişliyi, dolama sürəti və gərginlik dəyəri kimi açar parametrləri daxil edin.
Addım 2: Metal Yaylaq Xətti üçün Qol və Səviyyə
Decoiler'i rulon materialını buraxmaq, rəhbər mexanizm vasitəsilə uyğunlaşdırın, sonra rulon materialının kəsmə prosesinə rəvan olmasını təmin etmək üçün düzəldici rulon vasitəsi ilə rulon materialının daxili stresini aradan qaldırın.
Addım 2: Metal Yaylaq Xətti üçün Qol və Səviyyə
Yuyucu bıçaq qrupu əvvəlcədən qurulmuş fasilələrlə bobin üzərində uzunlamasına kəsmə keçirir və kəsmə zamanı bobin yerdəyişməsinin qarşısını almaq üçün mexanizm vasitəsilə eyni vaxtda bobini düzəldir. Real vaxtda (məsələn, heç bir buruq və qıvrılmış kənar kimi) kənar kəsmə keyfiyyətini izləyin və vəziyyətin tələb etdiyi kimi alətin təzyiqini və sürətini düzəldin.
Addım 4: Metal çırpma maşını üçün geri çəkilmək
Çalışdıqdan sonra dar zolaqlar, bələdçi roller vasitəsilə geri dönüşçiyə daxil olun və əvvəlcədən qurulmuş gərginliyə görə rulonlara yaralanır. Bəzi modellər avtomatik yaramaz və etiketləmə funksiyaları ilə təchiz edilmişdir
 |
 |
Müştərilərin fərqli tələblərinə görə, Kingreal Steel Slitter müxtəlif növ metal sürüşmə xətlərini hazırladı. Aşağıdakılar metal sürüşmə maşını üçün istehsal planıdır.
Metal Material tərəfindən: paslanmayan poladdan hazırlanmış rulon yaramaz maşın, polad zolaq sürüşmə maşını, silikon polad kobud çınqıl maşın, alüminium rulon yaramaz maşın ...
Maddi qalınlığı ilə:İşıq Duty Yumru Maşın(0.2-3mm),orta vəzifə tərəzi maşını(3mm-6mm),Ağır çeşidli maşın(6-16mm).
Avtomatlaşdırma dərəcəsi ilə:Həll 1: mütəmadi olaraq yoxlayın, yarı avtomatik metal sürüşmə xətti.
Özelleştirme ilə:Yüksək sürətli metal yaramaz maşın, ikiqat slitter baş kobudluq sürüşmə maşını, Kəmər gərginliyi kobudluğu sürüşmə maşını.
Problem 1: Burrs və qıvrılmış kənarları kənar kəsmə zamanı görünür
Mümkün səbəblər: bıçaq geyimi / passivasiya, bıçağın qrupu boşluğunun düzgün olmayan tənzimlənməsi və kəsmə sürəti və metal material arasında uyğunsuzluq.
Həll 1: mütəmadi olaraq yoxlayınmetal yaramaz xəttiBıçaqları dəyişdirin, bıçaq qrupunun boşluğunu yenidən hesablayın və kəsmə sürətini metalın sərtliyinə görə tənzimləyin.
Problem 2: Çömbədən sonra zolaqların enində həddindən artıq sapma
Mümkün səbəblər: bobin səhv mərkəzləşdirilməsi, alət qrupunun qeyri-kafi yerləşdirmə dəqiqliyini və bobin yerdəyişməsinə səbəb olan gərginlik dalğalanmaları.
Həll 2: Metal sürüşmə maşınının rəhbər mexanizminin mərkəzləşdirilməsi funksiyasını yoxlayın, bıçaq qrupunun yerləşdirmə sistemini yenidən hesablayın və gərginliyə nəzarət parametrlərini optimallaşdırın.
Problem 3: rulon materialı boşaldıqdan sonra boş və ya qırışdırır
Mümkün səbəblər: qeyri-kafi və ya qeyri-kafi dolama gərginliyi, asinxron dolama sürəti və kəsmə sürəti, rulon materialının yarımçıq səviyyəsi.
Həll yolu: Külək gərginliyini uyğun bir dəyəri tənzimləyin, eyni zamanda kəsmə və dolama sürətini optimallaşdırın və metal sürüşmə maşınındakı düzəldmə maşınlarının diyirlənməsinin taxılsın olub olmadığını yoxlayın.
* Çəpənlik prosesinin keyfiyyətli yoxlanılması
Ölçülü yoxlama: Sifariş tələblərinə cavab vermələrini təmin etmək üçün dar zolaqların genişliyini və qalınlığını yoxlamaq üçün kaliperlər və lazer eni ölçüləri istifadə edin.
Visual Təftiş: Vizual və ya kəsilmiş kənarın hamar və sərbəst olması və rulon materialının səthində cızıqlar və ya qırışların olub olmadığını yoxlayın.
Performans testi: Çapdan sonra metalın mexaniki xüsusiyyətlərinin (məsələn, gərginlik kimi) emal edildiyi üçün zədələnib.
* Metal dilim maşınlarının gündəlik saxlanması
Daimi təmizləmə: Daxilidən metal zibil çıxarınmetal yaramaz xəttialət toplanmasında və ya rəhbər mexanizmin düzgünlüyünə təsir etməkdən çəkinmək.
Komponent yağlama: Mütəmadi olaraq, tesisini azaltmaq üçün alət qəbulu qrupunun və açılmayan / geri çəkilən şaftların rulmanları kimi hərəkət edən hissələrə yağlama yağı əlavə edin
Blade Baxım: Bıçaq problemləri səbəbiylə emal keyfiyyətinə təsir etməmək üçün bıçaqları cilovlamaq və passivləşdirmək və ya aşınma dərəcəsinə uyğun olaraq dəyişdirin.
Sistem kalibrlənməsi: metal çit xəttinin dəqiq bir əməliyyat vəziyyətində olmasını təmin etmək üçün aylıq / rüblük olan PLC nəzarət sistemindəki parametrləri kalibr edin.