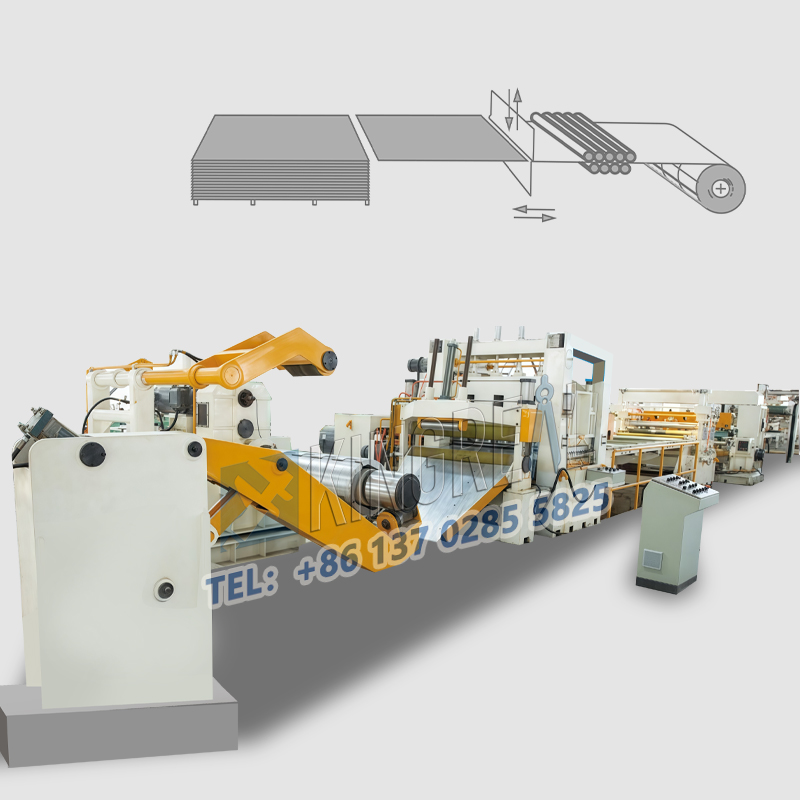
Avadanlıq dəqiqliyi istehsal prosesində həlledici rol oynayırVərəq metalları uzunluğu maşınlarına kəsilir.
Bu məqalə, mexaniki quruluş dəqiqliyi, elektrik idarəetmə sisteminin dəqiqliyi, alət keyfiyyəti və saxlanması, hesabat materialları və yerləşdirmə və yerləşdirmə və yerləşdirmə parametrinin optimallaşdırılması və proses parametrinin optimallaşdırılması və proses parametrinin optimallaşdırılması və proses parametrinin optimallaşdırılması və proses parametrinin optimallaşdırılması

(1) uzunluğu maşına kəsilmiş təbəqə metal üçün mexaniki quruluş dəqiqliyi
Birinin mexaniki quruluşuVərəq metal uzunluğu xətti kəsilirOnun təməli və hər bir komponentin istehsal dəqiqliyi ümumi performansına əhəmiyyətli dərəcədə təsir göstərir.
Məsələn, bələdçi relslərinin düzlüyü işləmə zamanı əhəmiyyətli dərəcədə sapırsa, nəqliyyat zamanı material materialları, nəticədə dəqiq kəsilmiş ölçülər ilə nəticələnəcəkdir.
Bundan əlavə, qurğuşun vidasının meydançasının dəqiqliyi eyni dərəcədə tənqidi, maddi qidalanmanın düzgünlüyünü birbaşa müəyyənləşdirir. Pitch səhvləri, son məhsulun keyfiyyətinə təsir edən kəsiklərdə kəsiklərə səbəb ola bilər.
Məsələn, yüksək dəqiqlikli elektron komponentlər üçün tələb olunan nazik mis folqa üçün, bələdçi dəmir yolu düzlüyü və qurğuşun vida meydançası dəqiqliyi tələbləri son dərəcə yüksəkdir. Hər hansı bir yüngül sapma, qeyri-adi mis folqa ölçüləri ilə nəticələnə bilər, bununla da elektron komponentlərin performansına təsir göstərə bilər.
(2) elektrik nəzarət sistemi, uzunluğu maşına qədər metal metal üçün dəqiqlik
Üstəlik, nəzarət sisteminin cavab sürətidir. Sürətli və dəqiq cavab, gecikmələrin səbəb olduğu keyfiyyətli məsələlərin qarşısını almaq, uzunluğu maşın işləmə şərtlərinə, metal metalın işləmə şərtlərinə vaxtında düzəlişlərə vaxtında düzəlişlər etməyə imkan verir.
Dəqiq servo motorlu nəzarət, xüsusilə yüksək güclü polad plitələr, xüsusilə yüksək güclü polad plitələr emal zamanı çox vacibdir.
Üstəlik, nəzarət sisteminin cavab sürətidir. Sürətli və dəqiq cavab, gecikmələrin səbəb olduğu keyfiyyətli məsələlərin qarşısını almaq, uzunluğu maşın işləmə şərtlərinə, metal metalın işləmə şərtlərinə vaxtında düzəlişlərə vaxtında düzəlişlər etməyə imkan verir.
(1) Vəhşi metal üçün metal kəsilmiş vasitə üçün materialın seçimi
İçindəVərəq metalları uzunluğu xətlərə qaldırılır, alət materialının seçilməsi işlənmiş plakanın xüsusiyyətlərinə əsaslanmalıdır.
Yüksək sürətli polad alətlər ümumi mülayim polad plitələr üçün uyğundur, çünki onlar böyük kəsmə performansı və əlverişli bir qiymət təmin edir. Lakin paslanmayan polad və ərinti polad kimi sərt plitələr işləmək üçün karbid vasitəsi lazımdır.
Onların böyük sərtliyi və aşınması müqaviməti həqiqətən alət ömrünü uzadır və təmin edir.
Aerokosmik sektorundakı titan lehimli plitələr emalı, alloyun yüksək gücünə və sərtliyinə tab gətirmək üçün xüsusi ultrabard alət materiallarından istifadə etməsini zəruri edən daha ciddi vasitə materialını daha da tələb edir.
(2) Vərəq metalının uzunluğu maşına qədər olan alət kənarına hazırlıq
Qırdılmış səthin keyfiyyəti, vasitənin kəskin və möhkəm bir kənarından çox təsirlənir.
Yüksək keyfiyyətli kəsmə alətləri, məsələn, memarlıq bəzəyi üçün alüminium təbəqə metalının emal edilməsində hamar, hətta kəsmə səthinə zəmanət verir, buna görə təqib üyüdülməsi və məhsul görünüşü və istehsal səmərəliliyinə ehtiyacınızı azaldır.
Yüksək keyfiyyətli kəsmə alətləri, məsələn, memarlıq bəzəyi üçün alüminium təbəqə metalının emal edilməsində hamar, hətta kəsmə səthinə zəmanət verir, buna görə təqib üyüdülməsi və məhsul görünüşü və istehsal səmərəliliyinə ehtiyacınızı azaldır.
(3) Vəhşi metal kəsilmiş və uzunluğu maşına kəsilmə üçün alət baxımı və dəyişdirilməsi
Təmizlik və yağ kimi müntəzəm alət baxım və qayğı, pas və artan aşınmasının qarşısını ala bilər.
Dəqiq servo motorlu nəzarət, xüsusilə yüksək güclü polad plitələr, xüsusilə yüksək güclü polad plitələr emal zamanı çox vacibdir.
Həddindən artıq köhnəlmiş vasitələrin davamlı istifadəsi, ölçülü sapmalara və artan buruqlara səbəb olan təbəqə metal qırxma keyfiyyətini əhəmiyyətli dərəcədə azalda bilər.
(1) Bəslənmə sisteminin uzunluğu metal kəsilmiş sətir sabitliyi
Sabit bir qidalanma sistemi vahid və dəqiq hesabat verilməsini təmin etmək üçün vacibdirVərəq metalı uzunluğu maşına kəsildi.
Yem silsilələrinin səth pürlənməsi və dəyirmi dərəcədə hamar təbəqə nəqliyyatına təsir göstərə bilər. Vərəq, yem rulonları kobud və ya kifayət qədər yuvarlaq deyilsə, tranzit zamanı tranzit zamanı tranzatlanacaq və ya kəsmə ölçüsü dəyişkənliyinə səbəb olur.
Üstəlik, yem mühərrikinin sürücülük torku sabitliyi vacibdir; Sürücülük torkunda dəyişikliklər səhv qidalanma dərəcələrinə səbəb ola bilər.
Məsələn, davamlı kəsmə ölçülərinə zəmanət vermək və buna görə montajın dəqiqliyini təmin etmək üçün cihaz yuvaları üçün sinklənmiş polad təbəqələri emal edərkən çox sabit bir qidalanma sistemi lazımdır.
(2) Vərəq metalının uzunluğu xətti ilə kəsilmiş cihazın dəqiqliyini yerləşdirmək
Dəqiq bir yerləşdirmə cihazı, vərəqin qırxılmadan əvvəl düzgün yerləşdirilməsini təmin edir. Yerləşdirmə cihazının dəqiqliyi, ümumiyyətlə, ümumiyyətlə ± 0,1mm-ə qədər ± 0,5 mm-ə çatmaq üçün vərəqin emal dəqiq tələblərinə uyğun olaraq tənzimlənməlidir.
Ümumi yerləşdirmə metodlarına mexaniki yerləşdirmə və fotoelektrik yerləşdirmə daxildir. Mexanik yerləşdirmə daha sadə bir quruluş təklif edir, lakin nisbətən aşağı dəqiqlik, fotoelektrik yerləşdirmə daha yüksək dəqiqlik və daha sürətli cavab sürətləri təklif edir.
Həssas alət komponentləri üçün proseet emal edərkən, fotoelektrik yerləşdirmə cihazları tez-tez dəqiq hesabat yerləşdirilməsini və məhsul keyfiyyətini yaxşılaşdırmaq üçün istifadə olunur.
(1) Shear Sürət Düzəltmə Sürücü Metal Kəsmə
Qayçı sürəti vərəqin qalınlığına və materialına görə seçilməlidir. Çıxış effektivliyini artırmaq üçün kəsmə sürəti nazik təbəqələr üçün böyüyə bilər.
Qalın və daha sərt təbəqələr üçün, çox sürətli kəsmə sürətləri vərəqi bükə və alət geyimi artıra bilər. 5 mm qalınlığı olan yüksək güclü polad təbəqələr üçün, kəsmə sürəti dəqiqədə 10-20 vuruşa endirilməlidir.
(2) Uzunluq xətti kəsilmiş təbəqə metal üçün kəsmə qurğusu
Qayçı boşluğu yuxarı və aşağı kəsmə vasitələri arasındakı məsafəyə aiddir. Ölçüsü, kəsilmiş səthin keyfiyyətinə və kəsici alətlərin həyatına əhəmiyyətli dərəcədə təsir göstərir.
Çox kiçik bir boşluq aləti aşınmasını sürətləndirəcək və hətta alətlərə zərər verəcəkdir, çox böyük bir boşluq, kəsilmiş səthdə burr və göz yaşlarına səbəb olacaqdır.
Ümumiyyətlə, kəsmə boşluğu vərəq qalınlığının 5% -10% -ə təyin edilməlidir (xüsusi dəyər, vərəq materialından asılıdır).
Alüminium ərintisi qabları emal edərkən, yumşaqlıqlarına görə daha kiçik bir dəyər istifadə edilə bilər. Ancaq daha çox polad emal edərkən daha böyük bir kəsmə boşluğu tələb olunur.