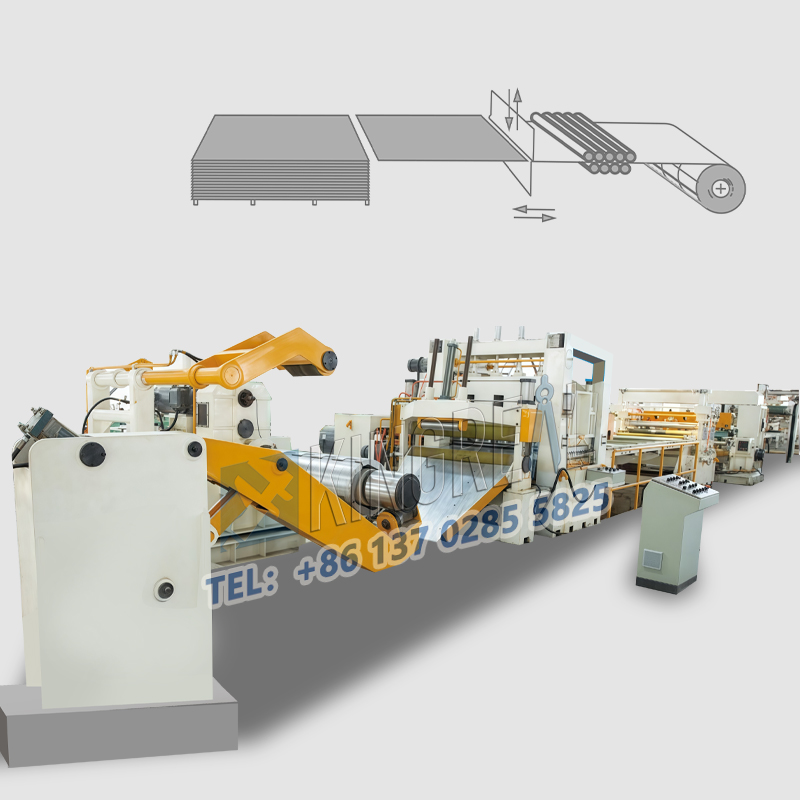
Uzunluq xətlərinə paslanmayan poladdan kəsilmişPolad, paslanmayan polad, alüminium, dəmir, soyuq, isti, isti yayılmış, isti yayılmış və ppgi də daxil olmaqla müxtəlif metal boillərin dəqiq qırxılması üçün metal emalı sənayesində geniş istifadə olunur.
İstehsalda əla performanslarına baxmayaraq, paslanmayan poladdan kəsilmiş maşınlara qədər işləmə zamanı hələ də kəsmə sapmasını yaşaya bilər.
Bu məqalə, paslanmayan poladdan kəsmə sapmasının aradan qaldırılması, üç perspektivdən uzunluğu xətlərinə qədər kəsmə sapmalarının aradan qaldırılmasına: mexaniki quruluş, nəzarət proqramı və parametrlər və material və proses uyğunluğu.

(1) Sürücü komponenti geyimi
İçindəUzunluq maşınlarına kəsilmiş paslanmayan poladdan, sürücü komponentlərinin köhnəlməsi kəsmə sapmasının ümumi bir səbəbidir.
Uzun müddət işləyən dişli, çubuqlar və digər sürücü komponentləri köhnəlmiş qidalanma dəqiqliyi azaldır və nəticədə kəsmə ölçülərinə təsir göstərdi.
Paslanmayan poladdan kəsilmiş simptomlar Uzunluğu xətti çatışmazlığı: Məsələn, bir avtomobil hissələri fabrikində, uzunluğu olan bir paslanmayan poladdan kəsilmiş sürücü dişliləri 30% aşındırdı. Davamlı olaraq 5 mm qalınlı polad plitələr kəsərkən, ölçülü dalğalanma, məqbul ± 0,2mm aralığını aşaraq 0,3 mm-ə çatdı.
Həll yolu: Bu məsələni həll etmək üçün sürücü komponentlərinin mütəmadi yoxlanılması tövsiyə olunur. Ötürücü diş geyimi 15% -dən çox olarsa və ya zəncir uzunluğundan çoxdursa, onlar dərhal dəyişdirilməlidir.
Eyni zamanda, mexaniki ötürmə dəqiqliyini bərpa etmək üçün ötürmə nisbəti kalibrlənməlidir. Bu tədbir, kəsmə sabitliyini və dəqiqliyini əhəmiyyətli dərəcədə yaxşılaşdıra bilər.
(2) TOOLSHOLDER-Bələdçi dəmir yolu təmizlənməsi
Alət sahibi və bələdçi dəmir yolu arasında artan rəsmiləşdirmə də kəsmə sapmalarına töhfə verən əhəmiyyətli bir amildir. Vaxt keçdikcə, alət sahibi bələdçisi dəmir yolu uzatma hərəkəti səbəbindən dəmir geyir və bu rəsmiləşdirmə, alət sahibi sabitliyinə təsir göstərə bilər.
Paslanmayan poladdan kəsilmiş simptomlar Uzunluğu xətti çatışmazlığı: Normal şəraitdə, alət sahibi və bələdçi dəmir yolu arasındakı rəsmiləşdirmə 0,05 mm-dən az olmalıdır. Həddindən artıq rəsmiləşdirmə, alət sahibinin kəsmə zamanı kəsilməsinə səbəb ola bilər, nəticədə kəsilmiş vərəq ölçüsündə dalğalanmalarla nəticələnə bilər.
Həll yolu: Krafikliyi yoxlamaq üçün bir hissedici ölçmə istifadə edin. Standart dəyərdən artıqdırsa, bələdçi dəmiryolu daxil edin və ya zədələnmiş bələdçi dəmir yolu kaydırıcıyı dəyişdirin. Bu tənzimlənmənin effektivliyini nümayiş etdirdikdən sonra bu düzəlişdən sonra 0,25 mm-dən 0.08 mm-ə qədər olan bir hardware fabriki azaldı.
(1) Proqram məntiq səhvləri
İçindəPaslanmayan poladdan kəsilmiş uzunluq maşınıƏməliyyatlar, PLC proqram məntiqi səhvləri də kəsmə sapmasının ümumi bir səbəbidir. Proqramdakı yem və kəsmə təlimatlarının pozulma müddəti, materialın tamamilə qidalanmadan əvvəl kəsilməsinə səbəb ola bilər.
Uzunluq xətti çatışmazlığına kəsilmiş paslanmayan poladdan kəsilmiş təzahürlər: Məsələn, bəzi hallarda, materialın tamamilə qidalanmadan əvvəl kəsilir, bu da kəsmə dəqiqliyinə təsir göstərir.
Həll yolu: i / o nöqtə vəziyyətini izləmək və "Feed-Açıq-kəsmə" məntiqini yenidən təşkil etmək üçün proqram diaqnostikasından istifadə etmək tövsiyə olunur. Bundan əlavə, hərəkət ardıcıllığının düzgünlüyünü təmin etmək üçün gecikmə yoxlama təlimatları əlavə edin. Bu optimallaşdırma paslanmayan poladdan kəsilmiş işləmə sabitliyini uzunluğu maşına qədər əhəmiyyətli dərəcədə yaxşılaşdıracaqdır.
(2) Qeyri-dəqiq parametr parametrləri
Yıxılmayan parametr parametrləri də paslanmayan poladdan kəsilmiş uzunluqların kəsmə dəqiqliyinə təsir edən əhəmiyyətli bir amildir. Yanlış yem uzunluğu parametrləri və ya uyğunsuz kəsmə və yem sürətləri məcmu sapmalara səbəb ola bilər.
Yalan maşın çatışmazlığına görə paslanmayan poladdan kəsilmiş simptomlar: Məsələn, yem uzunluğu 100 mm-ə qoyulur, lakin faktiki yem uzunluğu 99.5mm, uzunmüddətli əməliyyat əhəmiyyətli ölçülü sapma ilə nəticələnəcəkdir.
Həll yolu: Feed Pulse sayını (millimetr üçün nəbzlərin sayı) yenidən qiymətləndirmək və boşqabın qalınlığına və materialına əsaslanaraq kəsmə sürətini tənzimləyin. Qalın plitələr üçün, kəsmə sürətini 30 dəfədən / dəqiqədən çox olmamaq tövsiyə olunur, incə plitələr üçün isə 60 dəfə / dəqiqəyə çata bilər.
Parametrləri düzəltdikdən sonra paslanmayan poladdankənar emal zavodu, parametr düzəlişinin əhəmiyyətini nümayiş etdirən 10 metr uzunluğunda 0,1 mm-dən az bir sıra bir sapma əldə etdi.
(1) Qeyri-bərabər boşqab stresi
Paslanmayan polad plitələri kəsərkən, qeyri-bərabər stres kəsildikdən sonra son ölçülü sabitliyə təsir edərkən yaybaklığa səbəb ola bilər.
Paslanmayan poladdan kəsilmiş simptomlar Uzunluq xətti çatışmazlığı: Məsələn, soyuq yayılmış plakanın bahar sürəti, kəsildikdən sonra ölçülü büzüşmə səbəb ola biləcək 1-2% qədər ola bilər.
Həll yolu: Səviyyə və ya yaşlanma kimi metalda stresdən azad olmaq tövsiyə olunur və ya proqramda yaybanın sprokbekini kompensasiya etmək (materialdan asılı olaraq 0,1-0.3mm olan kompensasiya dəyəri). Kompensasiyadan sonra, soyuqdəyilmiş bir təbəqə dəyirmanı, dəqiqliyini dəqiqləşdirilməsini təmin edərək, ≤0.1mm ölçülü bir ölçülü bir ölçü sapmasını əldə etdi.
(2) Gərginlik dalğalanmasını qidalandırmaq
Yalan gərginliyi sabitliyini birbaşa kəsmə dəqiqliyinə təsir göstərir. Feed rulonunun gərginliyi qeyri-sabitdirsə, təbəqə metal, nəzarətsiz kəsmə ölçüləri ilə nəticələnən təbəqə metal sürüşür və ya qırış bilər.
Paslanmayan poladdan kəsilmiş simptomlar Uzunluğu xətti çatışmazlığı: gərginliyə nəzarətin uğursuzluğu, qeyri-bərabər qidalanma səbəb ola bilər, bu da öz növbəsində kəsmə keyfiyyətinə təsir göstərir.
Həll: Gərginlik idarəetmə sistemini yoxlamaq tövsiyə olunur. Pnevmatik gərginliklər möhür dəyişdirilməsini tələb edir, hidravlik gərginlik verənlər təzyiq sensoru kalibrləmə tələb edir. Düzəlişlərdən sonra, bir polad zolaq dəyirmanı ± 5% -dən ± 1% -dən 1% -ə qədər gərginliyin dalğalanmasını azaltdı, kəsmə dəqiqliyini artırır.
 |
 |
 |
ƏməliyyatındaUzunluq maşınlarına kəsilmiş paslanmayan poladdan, kəsmə sapma tez-tez amillərin birləşməsi nəticəsində yaranır. Mexanik quruluşa, idarəetmə proqramlarına və parametrlərə və material və proses uyğunluğuna yönəlmiş hərtərəfli araşdırma, problemləri effektiv şəkildə müəyyənləşdirə və hədəflənmiş təmir işləri həyata keçirə bilər.
Transmissiya komponentlərini mütəmadi olaraq qorumaqla, proqram məntiqini optimallaşdıraraq, parametrləri dəqiq tənzimləmək və maddi xüsusiyyətlərə uyğunlaşdırmaq, istehsalçıların kəsmə sapmalarını minimuma endirmək və avtomobil hissələri və hardware kimi sənayelərin ciddi kəsmə dəqiq tələblərinə cavab verə bilər.
Yalnız bir paslanmayan bir poladdan kəsilmiş hər tərəfin uzunluğu xəttinə qədər davamlı olaraq yaxşılaşdırmaqla, şiddətli rəqabətli bazarda qalib gələ bilər.
Ümid edirik ki, bu maddədəki təhlil və təkliflər səmərəli problemlərin aradan qaldırılması strategiyaları və əlaqəli sahələr üçün həll yolları təqdim edəcəkdir.