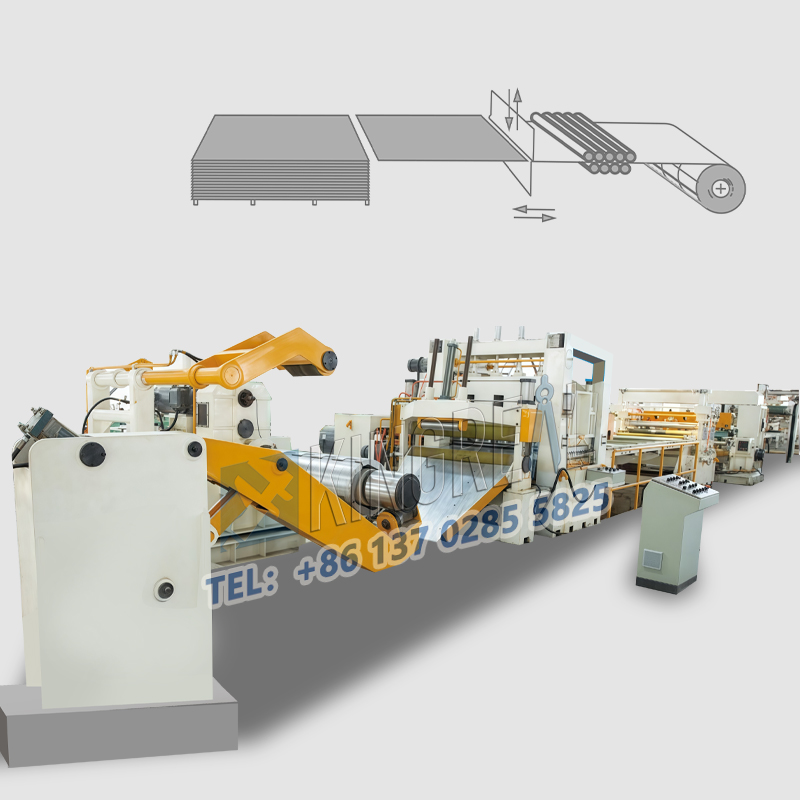
(İ) kalibrləməAğır ölçüdə uzunluğu xətti kəsildiCore komponentləri
Rollerin dəqiqliyi:
Roller səthinin paralelliyini mütəmadi olaraq yoxlayın, səhv ≤0.05mm / m-də idarə olunmalıdır və diyircəkli səthi və boşqab səthi arasındakı boşluğu ölçmək üçün bir hissedici ölçmə istifadə edin. Geyim 0.1mm-dən çox olarsa, ona və ya dəyişdirilməlidir; Servo motor kodlayıcısını kalibrləmək üçün lazer interferometrindən istifadə edin və yem yerləşdirmə dəqiqliyi yüksək sürətli kəsmə zamanı ≤ + 0,1mm olmalıdır.
Qayçı bıçaq kalibrləmə:
Yuxarı və alt bıçaqların paralelliyi 0.02-0.05mm-də qorunmaq lazımdır, bu, bıçaqlar arasındakı boşluqlar, məsələn, nazik plitələrin (≤2mm) arasındakı boşluq 0,01-0.03mm arasındakı boşluq (2-6mm) arasındakı boşluqdır 0.03-0.08mm;
Bıçağın şaquli səhvləri ≤0.03mm / 100mm-dir. Dözümlülükdən çox olarsa, alət sahibinin şaquliliyi Şim tərəfindən tənzimlənməlidir.
(İi) ağır ölçü cihazının uzunluğu maşına qədər işlənməsinə
Ağır ölçüdə kəsilmiş yağlama sistemi, uzunluğu xəttinə qədər: Hər həftə sürət qutusunun yağı səviyyəsini yoxlayın, 40-60 ℃-də dalğa təzyiq sisteminin yağ istiliyini idarə edin və hər gün bələdçi dəmiryolu olan xüsusi bir kəsici maye tətbiq edin.
Ağır ölçülü kəsilmiş elektrik sistemi uzunluğu maşına qədər: Encoder, tutqun hökmdar və digər sensorlar hər rübdə spirtlə silmək və motor karbon fırçasını 1/3-dən çox olduqda dəyişdirin; Bərkən hissələri: müntəzəm olaraq t-ni yenidən yoxlayınAlət sahibinin və qidalanma mexanizminin boltlarının orke, məsələn, M12 boltun fırlanma anı 80-100n · m-də saxlanılmalıdır.

(İ) Uyğunluq sürəti və qidalanma sürətinə uyğun
Müxtəlif materialların və qalınlıqların plitələrinin sürətləri müvafiq olaraq tənzimlənməlidir: soyuqdəyilmiş polad plitələr (0.5-3mm) kəsmə sürəti 30-80m / dəq, qidalanma sürəti 25-70m / dəq, soyutma sistemi, yüksək sürətli kəsmə zamanı açılmalıdır; Paslanmayan polad plitələr (1-5mm) kəsmə sürəti 15-40 m / dəq, qidalanma sürəti 10-35m / dəq, bıçaq qalay örtüyü ilə örtülməlidir; Alüminium alümportlu lövhələr (0.8-4mm) kəsmə sürəti 40-100 m / dəq, qidalanma sürəti 35-90m / dəq, sprey kəsmə maye yağlama istifadə olunur.
(İi) Blade bucağı və aktyor gücü Blade bucağı (yuxarı və alt blid bucağı), 5-8 "incə plitələr üçün 8-12", 12-15 "üçün 5-15" Force: Yığcanın qalınlığına görə tənzimlənən, 2-3Kn, 1mm nömrəli, 2-3Kn üçün 2-3Kn, 5-7Kn, təzyiq sensoru ilə real vaxt monitorinqi, təzyiqsiz təzyiqlər asanlıqla boşqab çarpmasına səbəb ola bilər.

(İ) bobinlər / plitələr üçün qəbul standartları
Düzlük: Polad boşqab tərəfi əyilmə ≤1mm / m, dalğalanma ≤3mm / 2M, tolerantdan kənardan kənarda kəsilməlidir:
Sərtlik sapması: Eyni toplu lövhələrin sərtliyi fərqi, Rockwell Sərtlik test cihazı ilə təsadüfi yoxlama, qeyri-bərabər sərtlik uyğunsuz bıçağın aşınmasına səbəb olacaqdır.
(İi) boş əvvəlcədən müalicə
Səth təmizlənməsi: Yağ ləkələri və oksidi miqyasını çıxarın (aseton və ya mexaniki cilalanmış), qalıq çirkləri bıçaq aşınmasını ağırlaşdıracaq; Yıxılmayan gərginliyi: qalınlığına görə tənzimləyin, 0,5 mm boşqab gərginliyi 50-80n / mm, 2mm boşqab 150-200n / mm, qeyri-kafi gərginlik asanlıqla qidalanma sürüşməsinə səbəb ola bilər.

(İ) İşdən əvvəl təlim nöqtələriAğır ölçüdə uzunluğu xətti kəsildi
Parametr Ayarlama Təcrübəsi: "Speed-Boşluq təzyiqini" müxtəlif materialların uyğunlaşdırıcı qaydalarını, məsələn, 3mm paslanmayan poladdan, bıçaq boşluğundan 0,05mm, 6.05mm, 605 mm-ə qədər olanı tutmağı öyrənin; Lazer alətləri qəbulu alətləri, alət qəbulu dəqiqliyi ≤0.02mm kimi avtomatik alətləmə sistemlərindən istifadə etməyi öyrənin.
Ağır ölçülü kəsmə üçün anormal mühakimə qabiliyyəti, uzunluğu maşına kəsildi: Blade toqquşması kimi anormal səs eşitdikdə bıçaq kənarını yoxlamaq üçün ağır ölçü cihazını dərhal çəkini dayandırın; Kəsilmiş səthdəki burr 0.1mm-dən çox olduqda, bıçaq geyimi və ya çox böyük boşluq olub olmadığını mühakimə edin.
(ii) uzunluğu maşına kəsilmiş ağır ölçü cihazları üçün əməliyyat prosesinin standartlaşdırılması
Başlanğıc əvvəlcədən qızdırma: Eyni xidmət sisteminin temperaturunun dəyişməsi üçün 10-15 dəqiqə boş işləyin və istilik sabitliyinə çatın;
İlk üç yoxlama: Birinci parçanı kəsdikdən sonra, ölçüsünü ölçmək üçün 0.02mm dəqiqliyi, düzlüyü aşkar etmək və vizual olaraq yoxlamaq üçün bir dial göstərici ilə bir dəqiqlik olan bir Caliper istifadə edin.

(i) onlayn aşkarlama vasitələriAğır ölçüdə uzunluğu xətti kəsildi
Fotoelektrik sensor, real vaxtda qidalanma uzunluğunu izləyir və sapma ± 0.3mm-dən çox olduqda avtomatik olaraq siqnalizasiya edir.
(ii) uzunluğu maşına kəsilmiş ağır ölçü cihazları üçün oflayn seçmə standartı
Uzunluğu ölçüsü: ≤1000mm ± 0.5mm olanda icazə verilən səhv, hər 50 ədəd üçün 1 parçanı təsadüfi olaraq yoxlamaq üçün Vernier Caliper istifadə edin; Diaqonal sapma: 1000mmmx1000mm boşqab, hər bir topluğunun 5% -ni yoxlamaq üçün bir kvadrat hökmdarı ilə bir mikroskop (böyüdücü 50 dəfə) istifadə edin 2 saat.
(İii) Ağır ölçüdə kəsilmiş uzunluqdakı ümumi keyfiyyət problemlərinin həlli
Dözümlülükdən kənarda: yem roller sürüşürsə, gərginliyi tənzimləyirsə və ya köhnəlmiş rulonu dəyişdirin; Servo Motor Encoder uğursuz olarsa, nəbz siqnalını aşkar etmək və zədələnmiş hissələrin dəyişdirilməsi üçün bir osiloskop istifadə edin.
Kəsmə səthi burr standartdan çoxdur: Bıçaq kənar radiusu olduqda> 0.03mm olduqda, yenidən ≤0.01mm-ə qədər yenidən üyüdülməlidir; bıçaq boşluğunu standart dəyərə qədər düzəldin.

Seminar temperaturu və rütubəti: temperatur 15-30 ℃, rütubət ≤60% RH, rütubətli mühit səbəbindən boşqabın paslanmasından çəkinin;
Anti-seysmik tədbirlər: Təchizat Vəqfi üçün ≥300mm qalınlığı olan beton tökmək, punch pressləri kimi titrəmə mənbələrindən uzaq (vibrasiya sürətlənməsi ≤0.5g); Təhlükəsizlik Interlock: Təcili STOP düyməsini Cavab müddəti ≤0.5 saniyə, TheAğır ölçü cihazına qədər kəsilmiş maşınqorunma işə salındıqda avtomatik olaraq səlahiyyət verir.