İsti haddelenmiş çəpər xəttiMetal emalı sənayesində geniş istifadə olunan vacib bir istehsal avadanlığıdır. Onun əsas funksiyası, daha geniş yayılmış metal bobin uzunluğu boyunca tələb olunan genişliyin bir çox zolaqlarına kəsməkdir. Bu zolaqlar ümumiyyətlə sonrakı yayma, boşalma, soyuq əyilmə və ştamplama proseslərində istifadə olunur və müxtəlif sənaye məhsulları üçün əsas materiallar olur. Bu məqalə iş axını, texniki parametrləri, ümumi işləmə problemlərini və isti yuvarlanan sürüşmə maşınlarının həllini ətraflı şəkildə təqdim edəcəkdir. Daha çox parametr və ya video məlumat əldə etmək lazımdırsa, Kingreal Polad Slitterlə məsləhətləşməyə xoş gəlmisiniz!

İsti haddelenmiş plitələr, istilikdən sonra yuvarlanan polad plitələr və ya zolaqlardır. Onun əsas üstünlüklərinə aşağıdakılar daxildir:
Yüksək sərtlik: İsti haddelenmiş plitələr yüksək temperaturda işlənir, bu da bəzi daxili stressi aradan qaldıra və materialın sərtliyini yaxşılaşdıra bilər.
Qiymət səmərəliliyi: Soyuq yayılmış plitələrlə müqayisədə isti yayılmış plitələr daha az istehsal xərcləri var və genişmiqyaslı istehsal üçün uyğundur.
Yüksək istehsal səmərəliliyi: İsti haddelenmiş yarıq maşınları, bazar tələbindəki dəyişikliklərə uyğunlaşmaq üçün böyük boilləri lazımi və effektiv şəkildə sürüşdürə bilər.
Bu xüsusiyyətlərə görə, isti yayılmış plitələr tikinti strukturlarında, ağır maşın istehsalı və digər sahələrdə geniş istifadə edilmişdir.
|
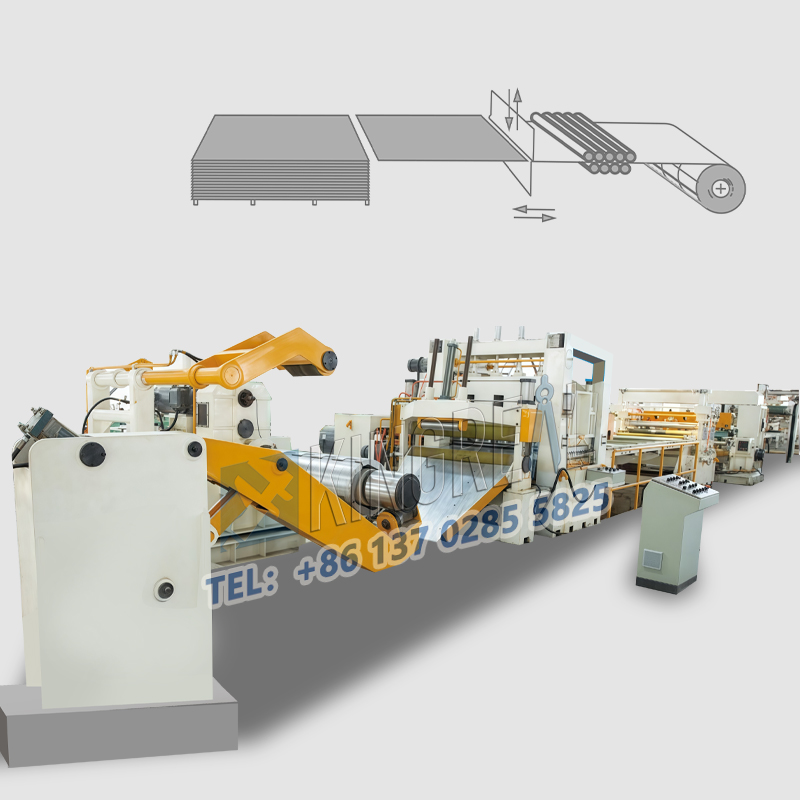
Üçün yüklənirİsti haddelenmiş çəpər xətti: Operator isti haddelenmiş bobinləri dekoler mandrelinə bəsləyir. İsti haddelenmiş çırpma maşını üçün uncrafting: Decoiler əsas bobin açır və poladdan yaramaz başına qidalanır. İsti haddelenmiş çırpınma xətti üçün sürüşmə İsti haddelenmiş çırpma maşını üçün yoxlama: Operator hər bir ipi, spesifikasiyanın eni və kənar şəraitinin tələblərə cavab verməsini təmin etmək üçün hər bir ipi yoxlayır. İsti haddelenmiş yarıq xətti üçün stresdən azaddır: iplər sürüşmədən sonra materialın stresini aradan qaldırmaq və əyilmədən geri çəkilməsini təmin etmək üçün illik çuxurlarından keçir. Bağlama və qablaşdırma: Hər bir ipi müştəri tələblərinə görə paketləyin və paketləyin. |
 |
Model
Model 1
Model 2
Model 3
Model 4
Orijinal rulon
Qaynarmış boşqab
Qaynarmış boşqab
Qaynarmış boşqab
Qaynarmış boşqab
Material qalınlığı
0.8mm-6.0mm
0.8mm-6.0mm
2.0mm-12.0mm
3.0mm-16.0mm
Material genişliyi
1600 mm (max)
1800 mm (max)
2000mm (maks)
2200 mm (max)
Kobudluq
30ton (max)
30ton (max)
30ton (max)
30ton (max)
Genişlik
± 0,15 mm
± 0,15 mm
± 0,2 mm
± 0.3mm
Vahid sürəti
120 m / dəq (max)
120 m / dəq (max)
80 m / dəq (max)
60m / dəq (max)
|
① Yüksək effektivlik sürüşmə qabiliyyəti olan isti haddelenmiş sürüşmə maşını Görkəmli bir xüsusiyyətİsti haddelenmiş çırpıcı maşınEyni zamanda 40 dar zolaq yaralanmasıdır. Bu funksiya, geniş miqyaslı istehsal üçün müştərilərin ehtiyaclarını çox qarşılayır. Sənayeləşmənin sürətlənməsi ilə, xüsusilə tikinti, avtomobil istehsalı və məişət texnikası kimi sahələrdə metal zolaqlara bazar tələbi artır. İsti haddelenmiş yarıq xəttinin yüksək sürüşmə qabiliyyəti istehsalçılara qısa müddət ərzində çox sayda ixtisaslı məhsul təmin etməyə imkan verir və bununla da istehsal səmərəliliyini artırır və vahid xərclərini azaldır. |
 |
|
Usly avtomatlaşdırılmış isti yuvarlanan sürüşmə maşını İsti haddelenmiş yarıq xətti tam avtomatlaşdırılmış dizayn qəbul edir və yüksək sürətli işləməyə nail olmaq üçün inkişaf etmiş bir idarəetmə sistemi ilə təchiz edilmişdir. Maksimum istehsal sürəti 120 m / dəqinə çata bilər, yəni istehsal səmərəliliyini daha da yaxşılaşdırmaq üçün daha çox materialın hər vahidi vaxtına işlənə bilər. Tamamilə avtomatlaşdırılmış dizayn yalnız əl müdaxiləsinin ehtiyacını azaldır, eyni zamanda insanın iş yerlərinin olma ehtimalını azaldır və məhsul ardıcıllığını və keyfiyyətini artırır. İsti haddelenmiş yarıq xəttinin avtomatlaşdırılmış idarəetmə sistemi istehsal prosesini real vaxtda izləyə və müxtəlif materialların və qalınlıqların ehtiyaclarını ödəmək üçün parametrləri vaxtında tənzimləyə bilər. |
 |
|
③Müxtəlif isti yuvarlanan çırpıcı maşın Müştərilərin ehtiyaclarını daha yaxşı qarşılamaq üçün Kingreal Polad Slitter təmin edirXüsusi isti yayılmış çırpılmış yarıq xətti həlləri. Müştərilərin və faktiki istehsal ehtiyacları ilə təmin edilən rəsmlərə görə, Kingreal Polad Slitter, müştərilər üçün istehsal prosesinin səmərəliliyini və hamarlığını təmin etmək üçün müxtəlif isti yayılmış sürüşmə maşın istehsal həllərini hazırlaya bilir. Kingreal Polad Slitter İsti haddelenmiş yarıq maşınları müxtəlif qalınlıqların bobinlərinə uyğunlaşmaq üçün üç əsas növə bölünür: İşıq ölçmə sürüşməsi maşını: 0,2 mm-dən 3mm qalınlığı olan rulonları emal etməkdə ixtisaslaşmışdır. Orta ölçülü sürüşmə maşını: 3 mm-dən 6 mm-ə qədər qalınlığı olan bobinlər üçün uyğundur. Ağır ölçülü sürüşmə maşını: 6 mm-dən 16 mm qalınlığı olan bobinləri emal edə biləcək. |
 |
Buİsti haddelenmiş çəpər xəttiÇəpər prosesi zamanı yanal əyilmə yarada bilər. Aşağıdakı səbəblərdən yarana bilər:
1. Xammalların əyilməsi:
Polad boşqabın stresi yayma prosesi zamanı tamamilə aradan qaldırılmır. Hörmətli kəsildikdən sonra stres yayımlanır və boşqab əyilmişdir. Plitənin ortasında olan stress hər iki tərəfə sərbəst buraxıldıqda, boşqab kənara əyilir; Plitənin hər iki tərəfindəki stress ortaya qədər sərbəst buraxıldıqda, boşqab ortaya bükülür.
2. Burrs səbəbiylə əyilmə:
Burrlar uzununa kəsmə zamanı bıçaq boşluğunun düzgün tənzimlənməsi səbəbindən daha böyükdür. Rolling zamanı, kənarındakı burrlar, kənarın uzanmasına və əyilməsinə səbəb olan daha böyük bir boşqab qalınlığına bərabərdir.
3. Üst və alt bıçaqlar arasındakı qeyri-bərabər boşluqlara görə əyilmək:
Sol və sağ boşluqlar daha böyük olduqda, qırxma hissəsinin girişi də daha böyükdür və sol və sağ boşluqlardan daha böyük bir boşluq olan tərəf daha böyük bir uzanır.
4. Qeyri-bərabər gərginlik səbəb olan əyilmə:
Rolling zamanı eyni gərginlik polad boşqabın bütün genişliyinə tətbiq edilməlidir. Gərginlik bir tərəfdə cəmləşibsə, əyilmə baş verəcəkdir.
5. Sapma Düzəltmə cihazının sürətli hərəkəti nəticəsində yaranan əyilmə:
Emal zamanı, sapma düzəldilməsinin sürəti çox sürətli olarsa, sapma düzəldilməsi ilə əlaqə qismən uzadılacaq və əyilmiş olacaqdır.
Vərəq materialı uzunlamasına kəsildikdən sonra əyilmişsə, təbəqə örtüyünün keyfiyyətinə ciddi təsir edəcəkdir, buna görə aradan qaldırılmalıdır. Vərəq yuvarlanması, avadanlıq tənzimlənməsi və istismar üsulu kimi səbəblərə diqqət yetirilməlidir.