Necə ki bobin dilimləmə maşınıişləri dilmə sürəti ilə sıx bağlıdır, eyni zamanda faktiki dilmə xəttinin keyfiyyəti ilə də əhəmiyyətli əlaqəyə malikdir. Yəni normal iş şəraitində dilmə maşınının dilimlənməsi məhsulların kəsilməsi keyfiyyəti standart tələblərə uyğundur. Anlayışınız üçün,https://www.steel-slitting.com/ aşağıda xüsusi dilimləmə vəziyyətini təqdim edəcəyik.

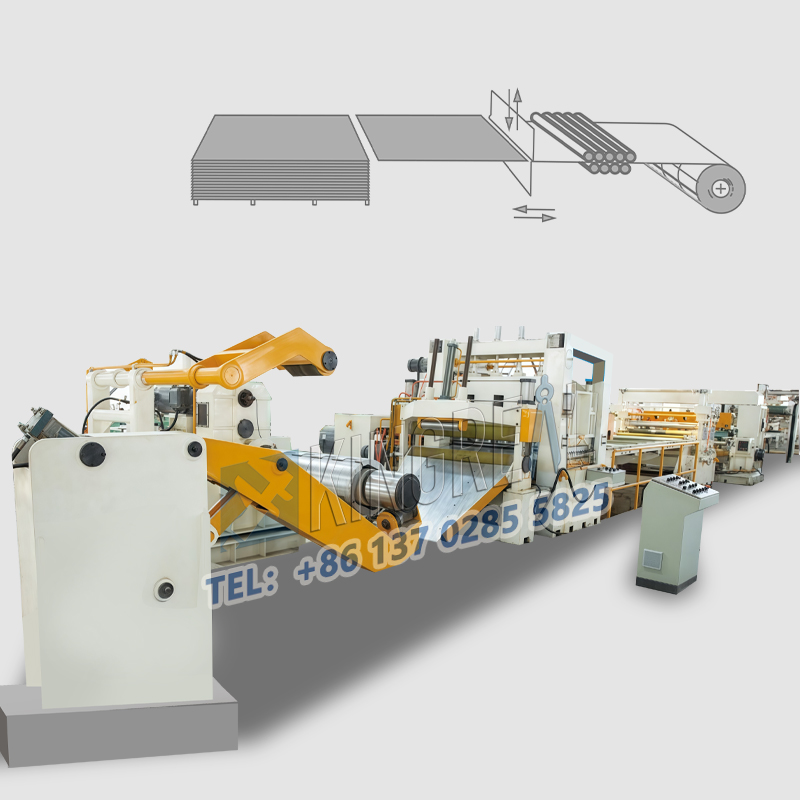
Bitmiş dilimləmə maşınının kəsilmiş hissəsi dörd təbəqəyə bölünə bilər, birinci təbəqə girinti hissəsidir, əsasən yuxarı və aşağı bıçaqlara kəsilmiş ekstruziya aiddir ki, xammal səthi daha parlaq bir hissə istehsal etsin; ikinci təbəqə kəsici səthdir, əsasən hamar və səliqəli bir hissəni yaratmaq üçün yığılmış yuxarı və aşağı bıçaqlara aiddir; üçüncü təbəqə qırıq səthdir, materialın qırılma hissəsi ilə əmələ gələn yuxarı və aşağı bıçaqların ekstruziyasına aiddir.
Sonuncu təbəqə hazır məhsulun səthindəki buruğa aiddir, tez-tez burr adlanır, bu metal kəsicinin kəsilmiş səthi yarıb yırtılmasından sonra kəsilmiş səthin bir qədər çıxıntısıdır. Adətən, bitmiş kəsik forması bir sıra amillərdən təsirlənir. Bunlara, məsələn, materialın spesifik xüsusiyyətləri, dartılma gücü, dartılma qabiliyyəti, sərtlik və istilik müalicəsi vəziyyəti üçün seçilmiş üfüqi boşluq və şaquli yığma miqdarı daxildir.
Qeyd etmək lazımdır ki, dilimləmə maşınının xətti ilə kəsmə prosesində ayırıcı hissə köhnəlirsə və ya gərginlik nisbətən yüksək olarsa, o zaman bəzi keyfiyyətsiz kəsiklərin baş verməsi ehtimalı var. Ona görə də istehsal prosesində bu problemlərə diqqət yetirmək lazımdır.